Hướng dẫn bảo trì và sửa chữa hàng ngày máy làm gạch và quản lý các bộ phận dễ hỏng
Jul 09, 2026
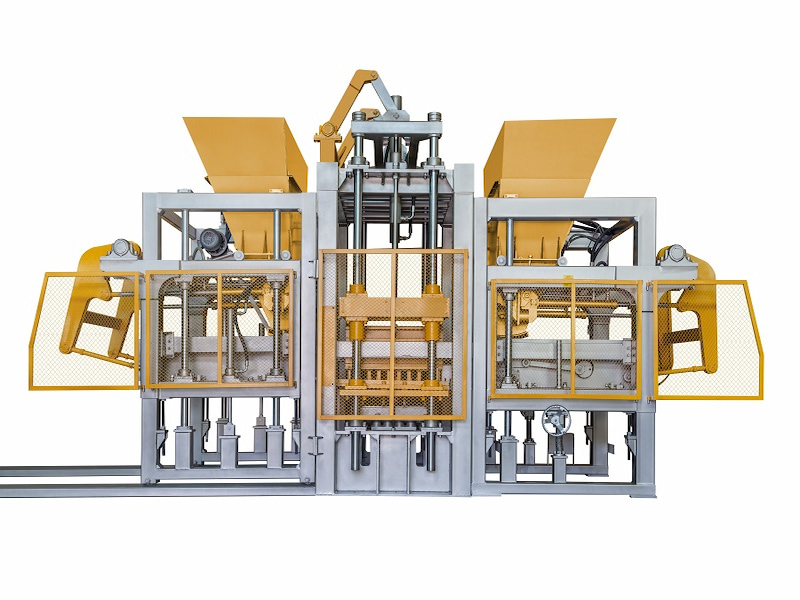
Là cốt lõi thiết bị của dây chuyền sản xuất gạchTình trạng hoạt động của máy móc sản xuất gạch ảnh hưởng trực tiếp đến chất lượng sản phẩm, hiệu quả sản xuất và lợi nhuận doanh nghiệp. Trong sản xuất thực tế, sự cố thiết bị thường xảy ra bất ngờ, trong khi nhiều vấn đề đã được báo trước. Bài viết này, kết hợp các loại sự cố thường gặp và kinh nghiệm bảo trì hàng ngày, biên soạn một kế hoạch quản lý sửa chữa và phụ tùng thực tiễn dành cho người vận hành và quản lý tại chỗ.I. Các loại lỗi thường gặp và phương pháp khắc phục sự cố đơn giản1. Lỗi cảm biếnCảm biến là "đôi mắt" của hệ thống điều khiển tự động của máy làm gạch. Khi thiết bị trục trặc hoặc một trạm làm việc không phản hồi, điều đầu tiên cần nghi ngờ là liệu cảm biến có hoạt động bình thường hay không. Phương pháp khắc phục sự cố rất đơn giản: kiểm tra giao diện người-máy của hộp điều khiển, vào màn hình giám sát đầu vào/đầu ra và quan sát xem trạng thái tín hiệu của cảm biến tương ứng có bình thường hay không. Nếu tín hiệu cảm biến bất thường, hãy kiểm tra xem dây dẫn có bị lỏng không, đầu cảm biến có bị vật lạ cản trở không, hoặc có bị hư hỏng không. Điều này thường cho phép nhanh chóng xác định được vấn đề.2. Sự sai lệch thông số sản phẩm và độ ẩm nguyên liệu cơ bản không kiểm soát đượcĐây là một trong những vấn đề phổ biến nhất trong sản xuất. Khi phôi gạch có sai lệch về kích thước, độ bền không đủ hoặc khuyết tật về hình thức, thường thì vấn đề không nằm ở chính thiết bị mà là do sự thay đổi trong các thông số công thức hoặc hàm lượng độ ẩm của nguyên liệu thô. Trong những trường hợp như vậy, nên quay video rõ nét quy trình sản xuất gạch ngay lập tức và gửi cho nhà sản xuất thiết bị. Các kỹ thuật viên chuyên nghiệp có thể quan sát từ xa tình trạng của gạch để xác định xem vấn đề nằm ở tỷ lệ thành phần hay sự thay đổi thông số thiết bị, sau đó thực hiện các điều chỉnh cụ thể. Trong hầu hết các trường hợp, hướng dẫn từ xa từ nhà sản xuất có thể giải quyết vấn đề, loại bỏ nhu cầu sửa chữa tại chỗ và giảm đáng kể thời gian ngừng hoạt động.3. Các bất thường của hệ thống thủy lựcHệ thống thủy lực là nguồn năng lượng chính của máy làm gạch. Khi thiết bị gặp sự cố áp suất không đủ, hoạt động chậm chạp hoặc rò rỉ dầu, trước tiên hãy kiểm tra xem mức dầu thủy lực có bình thường không, nhiệt độ dầu có quá cao không và hệ thống làm mát có hoạt động tốt không. Trước khi khởi động máy mỗi ngày, hãy bật đồng hồ đo áp suất để xác nhận áp suất làm việc đạt giá trị cài đặt. Nếu phát hiện dầu thủy lực bị hỏng hoặc mức dầu thấp, hãy bổ sung hoặc thay thế ngay lập tức bằng loại dầu thủy lực cùng loại. Tuyệt đối không được trộn lẫn các nhãn hiệu hoặc loại dầu khác nhau. II. Hệ thống bảo trì hàng ngày Thiết lập hệ thống bảo trì định kỳ là cách hiệu quả nhất để kéo dài tuổi thọ thiết bị và ngăn ngừa sự cố đột ngột.Những việc cần thiết hàng tuần – Bôi trơn và bảo dưỡngỐng dẫn hướng là một bộ phận lắp ráp chính xác của chuyển động lên xuống của máy làm gạch. Hãy bôi trơn nó ít nhất một lần một tuần để đảm bảo chuyển động trơn tru và giảm mài mòn. Ngoài ra, hãy kiểm tra độ sạch sẽ và bôi trơn của tất cả các bộ phận chuyển động, bao gồm ổ bi, cột dẫn hướng và thanh răng.Thay dầu hộp rung định kỳ 2-3 tháng một lầnHộp rung là trái tim của máy làm gạch, và chất lượng dầu bôi trơn của nó ảnh hưởng trực tiếp đến hiệu quả rung và tuổi thọ của thiết bị. Trong điều kiện bình thường, dầu bôi trơn trong hộp rung cần được thay hoàn toàn sau mỗi 2 đến 3 tháng. Dầu bôi trơn sẽ bị tiêu hao trong quá trình sử dụng hàng ngày và cần được bổ sung kịp thời; mực dầu nên được duy trì ở mức từ 30 đến 40 mm. Ngoài ra, hãy kiểm tra xem chiều quay của động cơ thủy lực có đúng hay không, xác nhận theo các ký hiệu trên thiết bị. Quay sai chiều có thể gây hư hỏng nghiêm trọng cho hệ thống rung.Kiểm tra dây đai và bu lôngCần thường xuyên kiểm tra các dây đai truyền động trên toàn bộ máy. Điều chỉnh hoặc thay thế chúng ngay lập tức nếu phát hiện mòn, trượt hoặc lỏng để tránh hỏng hóc truyền động do trục trặc dây đai. Ngoài ra, kiểm tra độ chặt của tất cả các bu lông trước mỗi lần khởi động, đặc biệt là các bu lông nối của các bộ phận rung tần số cao như hộp rung và đầu ép; bu lông lỏng có thể gây ra phản ứng dây chuyền dẫn đến hư hỏng. III. Các biện pháp phòng ngừa khi vận hành máyVận hành theo tiêu chuẩn là tuyến phòng thủ đầu tiên chống lại các sự cố. Sau đây là những điểm chính cần tuân thủ trong quá trình vận hành hàng ngày:1. Trước khi khởi động máy, hãy kiểm tra xem nguồn điện có hoạt động bình thường không, tất cả các bu lông đã được siết chặt và tất cả các điểm bôi trơn đã được bôi trơn chưa.2. Kiểm tra mức dầu thủy lực, nhiệt độ dầu và hoạt động của hệ thống làm mát.3. Khi bắt đầu công việc, hãy bật đồng hồ đo áp suất để kiểm tra xem áp suất làm việc có đạt tiêu chuẩn hay không.4. Kiểm tra xem mực dầu của bộ rung nằm trong khoảng 30-40mm và xác nhận rằng chiều quay của động cơ thủy lực phù hợp với hướng đã được đánh dấu.5. Giữ cho tất cả các bộ phận chuyển động của máy luôn sạch sẽ và được bôi trơn, đặc biệt chú ý đến các ổ bi, cột dẫn hướng và thanh răng.6. Cần kiểm tra dây đai thường xuyên. Nếu phát hiện bị mòn, tuột hoặc lỏng, cần thay thế hoặc điều chỉnh kịp thời.7. Trong quá trình sản xuất, hãy chú ý đến vật liệu bám dính trên tấm ép. Nếu cần, hãy dừng máy để làm sạch nhằm tránh ảnh hưởng đến chất lượng của phôi gạch.8. Tuân thủ nghiêm ngặt các yêu cầu về bôi trơn thiết bị. Bổ sung dầu bôi trơn vào máy rung ngay khi dầu bị tiêu hao.9. Khi thiết bị bị kẹt, trước tiên hãy tắt bơm dầu trước khi khắc phục sự cố. Tuyệt đối không được ép buộc vận hành.10. Sau mỗi ngày làm việc, hãy làm sạch và lau khô máy móc, bôi dầu bôi trơn, và tuyệt đối không được rửa thiết bị bằng nước. IV. Chẩn đoán lỗi và hỗ trợ từ xaHệ thống điều khiển máy sản xuất gạch hiện đại Máy được trang bị chức năng hiển thị lỗi tự động. Trong quá trình sản xuất, vui lòng vào màn hình hiển thị kết quả. Khi xảy ra lỗi, màn hình này sẽ hiển thị hộp thoại hướng dẫn chỉ ra vị trí lỗi và phương pháp khắc phục sự cố. Người dùng có thể tự khắc phục sự cố theo hướng dẫn. Nếu vấn đề vẫn tiếp diễn, hãy liên hệ với nhà sản xuất thiết bị để được hỗ trợ kỹ thuật từ xa. Tuyệt đối không được cố gắng khởi động máy khi lỗi chưa rõ ràng, vì điều này có thể khiến một vấn đề nhỏ trở nên nghiêm trọng hơn. V. Danh sách các bộ phận tiêu hao và khuyến nghị dự trữMáy làm gạch có nhiều loại phụ tùng tiêu hao. Việc duy trì một lượng dự trữ phụ tùng hợp lý trước có thể giảm thời gian ngừng hoạt động từ "vài ngày" xuống "vài giờ" trong trường hợp xảy ra sự cố. Sau đây là tóm tắt các phụ tùng tiêu hao chính cho mỗi hệ thống:Bộ phận chính: Bu lông đầu ép, khuôn lò xo 20, vít tủ khuôn.Các bộ phận giảm rung: Miếng đệm cao su, gioăng dầu dạng gân.Các bộ phận của xe chở nguyên liệu: Trục xe chở nguyên liệu, tay đòn, nĩa khuấy, que khuấy, ổ bi xe chở nguyên liệu, bàn chải sắt.Các bộ phận của trạm thủy lực: Van tỷ lệ đơn, van điều hướng, phớt dầu xi lanh.Các linh kiện điều khiển điện: Rơle nhỏ, cảm biến, cảm biến quang điện, nút bấm có đèn báo, công tắc dừng khẩn cấp.Khuyến nghị về phụ tùng thay thế: Nên dự trữ sẵn 2-3 bộ linh kiện điều khiển điện như cảm biến, cảm biến quang điện, rơle nhỏ và công tắc dừng khẩn cấp, vì chúng có tỷ lệ hỏng hóc cao và hư hỏng có thể khiến thiết bị không hoạt động được. Nên dự trữ 2 bộ mỗi loại linh kiện làm kín như phớt dầu xi lanh, miếng đệm cao su và phớt dầu có gờ, vì sự lão hóa và rò rỉ sẽ ảnh hưởng nghiêm trọng đến hiệu suất hoạt động của thiết bị. Nên dự trữ 2-3 bộ mỗi loại các bộ phận cơ khí dễ bị mòn như bu lông đầu ép, trục xe chở vật liệu và càng khuấy; những bộ phận này không đắt tiền nhưng cần thay thế thường xuyên khi bị hư hỏng. VI. Kết luậnCái bảo trì và quản lý thiết bị sản xuất gạch Tóm lại, mọi việc đều xoay quanh ba yếu tố: phòng ngừa là trên hết, kiểm tra kịp thời và phụ tùng thay thế luôn sẵn có. Sự cố cảm biến và sai lệch thông số thường là dấu hiệu đầu tiên của cảnh báo hệ thống hoặc bất thường về chất lượng sản phẩm, đòi hỏi người vận hành phải có kỹ năng phán đoán cơ bản. Bôi trơn hàng tuần, thay dầu hàng quý và vệ sinh hàng ngày – những công việc tưởng chừng như tẻ nhạt này lại chính là những cách hiệu quả nhất để ngăn ngừa sự cố ngừng hoạt động đột ngột.Đối với các công ty sản xuất gạch, thay vì lo lắng chờ đợi sửa chữa sau khi thiết bị hỏng hóc, tốt hơn hết là nên dành thêm mười phút mỗi ngày để kiểm tra quản lý và dự trữ thêm một vài phụ tùng quan trọng. Một máy sản xuất gạch được bảo trì tốt không chỉ là sự đảm bảo về hiệu quả sản xuất mà còn là nền tảng của chất lượng sản phẩm ổn định.Hãy truy cập trang web của chúng tôi để biết thêm thông tin:https://www.yxbrickequipment.com
ĐỌC THÊM