Hệ thống điều khiển tự động cho máy sản xuất gạch bê tông: Công nghệ PLC giúp đạt được khả năng kiểm soát sản xuất chính xác như thế nào
Mar 31, 2026
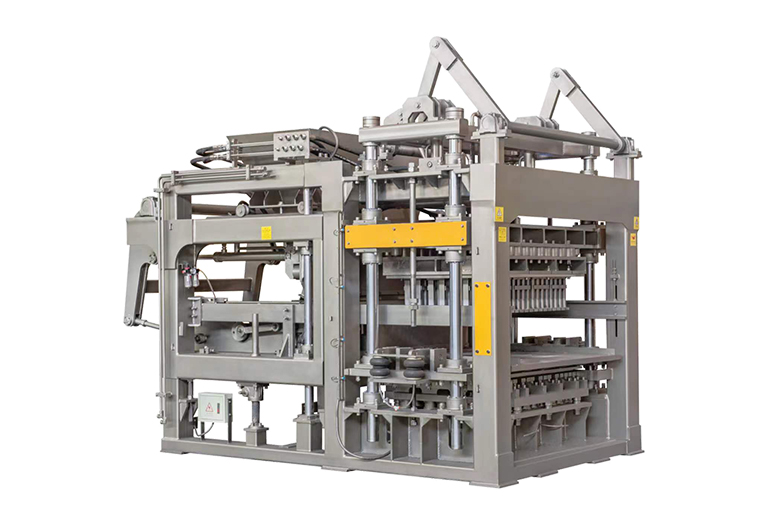
Hệ thống điều khiển tự động cho máy sản xuất gạch bê tông: Công nghệ PLC giúp đạt được khả năng kiểm soát sản xuất chính xác như thế nào Trong ngành xây dựng hiện đại, gạch bê tông, với tư cách là vật liệu xây dựng cơ bản, ảnh hưởng trực tiếp đến an toàn xây dựng và hiệu quả dự án về chất lượng sản phẩm. Sản xuất gạch bê tông truyền thống dựa vào thao tác thủ công và kinh nghiệm, dẫn đến các vấn đề như chất lượng biến động lớn, lãng phí nguyên vật liệu đáng kể và hiệu suất sản xuất thấp. Ngày nay, với việc ứng dụng sâu rộng công nghệ PLC (Bộ điều khiển logic lập trình), máy móc sản xuất gạch bê tông đã có bước tiến vượt bậc từ "sản xuất đại trà" lên "sản xuất thông minh chính xác". Bài viết này sẽ đi sâu vào cách công nghệ PLC, thông qua điều khiển chính xác và thông minh, nắm bắt mọi khía cạnh của sản xuất gạch bê tông. I. Công nghệ PLC: "Bộ não công nghiệp" của máy sản xuất gạch bê tông Là bộ điều khiển cốt lõi của tự động hóa công nghiệp, PLC sở hữu độ tin cậy cao, khả năng chống nhiễu mạnh mẽ và đặc tính lập trình linh hoạt, trở thành lựa chọn ưu tiên cho hệ thống điều khiển máy sản xuất gạch bê tông. Các chức năng cốt lõi của nó bao gồm: Lập kế hoạch đa nhiệm: Quản lý đồng bộ hơn mười bộ truyền động, bao gồm cung cấp nguyên liệu thô, ép thủy lực, nén rung và kẹp robot, đảm bảo kết nối liền mạch giữa mỗi giai đoạn. Ví dụ, một loại máy làm gạch nhất định, thông qua sự phối hợp PLC của xi lanh thủy lực và trình tự hoạt động của động cơ rung, rút ngắn chu kỳ ép khuôn đơn xuống còn 12 giây, nâng cao hiệu suất lên 40% so với thiết bị truyền thống. Thu thập dữ liệu thời gian thực: Kết nối hơn 200 điểm giám sát, bao gồm cảm biến áp suất, cảm biến dịch chuyển và cảm biến nhiệt độ, để xây dựng một "bản sao kỹ thuật số" bao phủ toàn bộ dây chuyền sản xuất. Lấy một dây chuyền sản xuất làm ví dụ, PLC thu thập 50 bộ dữ liệu mỗi giây, giám sát các thông số chính như áp suất hệ thống thủy lực (độ chính xác ±0,1MPa) và nhiệt độ khuôn (±1℃) trong thời gian thực. Ra quyết định thông minh và phản hồi: Dựa trên thư viện thông số quy trình được thiết lập sẵn, PLC điều chỉnh động các hoạt động của bộ chấp hành thông qua thuật toán điều khiển PID. Ví dụ, khi cảm biến áp suất phát hiện áp suất khuôn lệch khỏi giá trị đã đặt (ví dụ: 15MPa), PLC sẽ điều chỉnh độ mở của van tỷ lệ trong vòng 0,2 giây, kiểm soát sự dao động áp suất trong phạm vi ±0,3MPa. II. Các kịch bản ứng dụng cốt lõi của công nghệ PLC trong điều khiển sản xuất chính xác Các quy trình cốt lõi trong sản xuất gạch bê tông bao gồm định lượng nguyên liệu, trộn, phân phối nguyên liệu, tạo hình, tháo khuôn và vận chuyển. Công nghệ PLC giúp tự động hóa và độ chính xác trong toàn bộ quy trình sản xuất thông qua việc kiểm soát chính xác từng giai đoạn. Các trường hợp ứng dụng cụ thể như sau: (I) Kiểm soát chính xác tỷ lệ nguyên liệu thô: Từ "Ước lượng kinh nghiệm" đến "Định lượng kỹ thuật số" Độ chính xác của tỷ lệ nguyên liệu thô quyết định trực tiếp đến hiệu suất cốt lõi của gạch bê tông, chẳng hạn như cường độ và độ bền. Các phương pháp sản xuất truyền thống dựa vào cân đo thủ công, có sai số lớn và dễ bị ảnh hưởng bởi yếu tố con người. Công nghệ PLC, kết hợp với cảm biến trọng lượng và biến tần, giúp tự động hóa và điều khiển chính xác tỷ lệ nguyên liệu thô. Đầu tiên, người vận hành nhập công thức sản xuất (chẳng hạn như tỷ lệ xi măng, cát, tro bay và nước) thông qua giao diện người-máy. Bộ điều khiển PLC tính toán trọng lượng mục tiêu của từng nguyên liệu thô dựa trên các thông số công thức và gửi lệnh đến các biến tần trong mỗi silo nguyên liệu. Trong quá trình cấp liệu, cảm biến trọng lượng thu thập dữ liệu trọng lượng nguyên liệu thô theo thời gian thực và truyền dữ liệu trở lại bộ điều khiển PLC. PLC điều chỉnh tần số hoạt động của bộ cấp liệu theo thời gian thực bằng thuật toán điều khiển PID: khi trọng lượng nguyên liệu thô gần đạt giá trị mục tiêu, tốc độ cấp liệu sẽ giảm, làm giảm lượng cấp liệu; khi đạt trọng lượng mục tiêu, lệnh dừng cấp liệu sẽ được phát ra ngay lập tức. Thời gian phản hồi của toàn bộ quy trình nhỏ hơn 0,5 giây, và sai số trọng lượng có thể được kiểm soát trong phạm vi ±0,5%, vượt trội hơn nhiều so với độ chính xác của thao tác thủ công. Đồng thời, hệ thống PLC có thể lưu trữ nhiều công thức sản xuất, hỗ trợ chuyển đổi nhanh chóng giữa các loại gạch khác nhau (gạch tiêu chuẩn, gạch rỗng, gạch thấm nước), giúp cải thiện đáng kể tính linh hoạt trong sản xuất. (II) Điều khiển thông minh quá trình trộn: Đảm bảo trộn đều nguyên liệu thô: Độ đồng đều của hỗn hợp nguyên liệu bê tông ảnh hưởng trực tiếp đến mật độ và cường độ của gạch. Công nghệ PLC giúp tối ưu hóa quá trình trộn một cách thông minh thông qua việc điều khiển chính xác tốc độ động cơ trộn và thời gian trộn. Trước khi bắt đầu trộn, PLC tự động điều chỉnh tốc độ động cơ trộn theo độ khô của nguyên liệu (dữ liệu thu thập bởi cảm biến độ ẩm): khi nguyên liệu tương đối khô, tốc độ được tăng lên để tăng cường lực trộn; khi nguyên liệu tương đối ướt, tốc độ được giảm xuống để tránh bắn tung tóe hỗn hợp. Trong quá trình trộn, PLC giám sát thời gian trộn theo thời gian thực và thiết lập chu kỳ trộn cố định theo yêu cầu trộn của các công thức khác nhau (thường là 60-120 giây). Sau khi chu kỳ kết thúc, nó tự động ra lệnh dừng trộn và bắt đầu xả liệu. Ngoài ra, hệ thống PLC còn có chức năng giám sát sự bất thường trong quá trình trộn. Khi dòng điện của động cơ trộn dao động bất thường (ví dụ như nguyên liệu bị vón cục gây quá tải), hệ thống sẽ ngay lập tức báo động và dừng máy để ngăn ngừa hư hỏng thiết bị. Nhờ khả năng điều khiển chính xác của PLC, độ đồng đều của việc trộn nguyên liệu có thể được cải thiện hơn 30%, giúp giảm thiểu hiệu quả các vấn đề như nứt gạch và độ bền không đủ do trộn không đều. (III) Kiểm soát chính xác việc đặt và tạo hình vật liệu: Đạt được kích thước và mật độ gạch đồng đều: Việc đặt và tạo hình vật liệu là bước cốt lõi trong sản xuất gạch bê tông. Công nghệ PLC, thông qua sự điều khiển phối hợp của máy đặt vật liệu, hệ thống thủy lực và khuôn, giúp kiểm soát chính xác lượng vật liệu đặt, áp suất tạo hình và độ dịch chuyển của khuôn. Trong giai đoạn cấp liệu, PLC tính toán lượng vật liệu cần thiết dựa trên kích thước khuôn và loại gạch, điều khiển tốc độ hoạt động và thời gian cấp liệu của máy cấp liệu. Đồng thời, các cảm biến dịch chuyển giám sát chuyển động của máy để đảm bảo khu vực cấp liệu bao phủ toàn bộ khoang khuôn, ngăn ngừa tình trạng thiếu hoặc thừa vật liệu. Trong giai đoạn tạo hình, PLC thu thập dữ liệu áp suất theo thời gian thực từ hệ thống thủy lực thông qua các cảm biến áp suất. Áp suất mục tiêu (thường là 15-30 MPa) được thiết lập dựa trên yêu cầu về cường độ gạch. Khi áp suất thủy lực đạt đến giá trị mục tiêu, PLC sẽ đưa ra lệnh giữ áp suất. Thời gian giữ được tự động điều chỉnh theo các thông số công thức (thường là 5-10 giây) để đảm bảo mật độ gạch đồng đều. Đồng thời, các cảm biến dịch chuyển giám sát độ dịch chuyển nâng hạ của khuôn theo thời gian thực. PLC điều khiển chính xác tốc độ đóng mở khuôn dựa trên dữ liệu dịch chuyển, ngăn ngừa hiện tượng vỡ gạch do chuyển động khuôn quá mức. Thông qua sự điều khiển phối hợp của PLC, sai số kích thước gạch có thể được kiểm soát trong phạm vi ±2mm, độ đồng đều về mật độ được cải thiện hơn 25%, và tỷ lệ sản phẩm đạt tiêu chuẩn tăng lên đáng kể. (IV) Kiểm soát liên kết tháo khuôn, vận chuyển và đóng rắn: Đạt được quy trình sản xuất khép kín: Công nghệ PLC không chỉ giúp kiểm soát chính xác từng giai đoạn riêng lẻ mà còn tạo thành một quy trình sản xuất khép kín hoàn chỉnh thông qua sự điều khiển liên kết của mỗi giai đoạn. Sau khi gạch được tạo hình, PLC xác định xem gạch đã đạt đến độ bền tháo khuôn hay chưa dựa trên dữ liệu phản hồi về thời gian tạo hình và áp suất. Sau đó, nó phát ra lệnh tháo khuôn, điều khiển cơ cấu tháo khuôn và băng tải hoạt động cùng nhau để vận chuyển gạch đến khu vực sấy một cách trơn tru. Trong quá trình vận chuyển, các cảm biến quang điện giám sát vị trí của gạch theo thời gian thực, và PLC tự động điều chỉnh tốc độ băng tải theo số lượng gạch để tránh tình trạng gạch bị tích tụ hoặc khoảng cách quá lớn. Trong giai đoạn sấy, PLC thu thập dữ liệu môi trường từ lò sấy bằng các cảm biến nhiệt độ và độ ẩm, so sánh với các thông số nhiệt độ và độ ẩm không đổi được thiết lập trước (nhiệt độ 20-30℃, độ ẩm trên 90%). Bằng cách điều khiển việc khởi động và dừng các thiết bị gia nhiệt và phun, nó đạt được sự kiểm soát chính xác môi trường sấy. Sau khi đóng rắn, PLC tự động phát lệnh điều khiển băng tải vận chuyển gạch thành phẩm đến khu vực xếp chồng, đồng thời hoàn tất việc đếm số lượng sản phẩm. Toàn bộ quy trình không cần sự can thiệp của con người, đạt được sản xuất tự động hoàn toàn từ nguyên liệu thô đến thành phẩm, tăng hiệu quả sản xuất hơn 50%. III. Những ưu điểm cốt lõi của công nghệ PLC trong điều khiển chính xác So với các phương pháp điều khiển truyền thống, công nghệ PLC mang lại những ưu điểm vượt trội trong việc điều khiển tự động máy sản xuất gạch bê tông, chủ yếu ở ba khía cạnh sau: Thứ nhất, độ tin cậy và ổn định cao. PLC cấp công nghiệp có khả năng chống nhiễu mạnh mẽ và có thể hoạt động ổn định trong môi trường phức tạp như bụi, rung động và biến động điện áp. Thời gian trung bình giữa các lần hỏng hóc (MTBF) của chúng có thể vượt quá 100.000 giờ, giảm đáng kể thời gian ngừng hoạt động của thiết bị và đảm bảo sản xuất liên tục. Thứ hai, độ chính xác điều khiển cao. Thông qua điều khiển số và thuật toán điều chỉnh PID, PLC có thể đạt được khả năng điều khiển chính xác các thông số như trọng lượng, áp suất, dịch chuyển và thời gian, với sai số thấp hơn nhiều so với thao tác thủ công và điều khiển bằng rơle, giúp cải thiện hiệu quả độ ổn định chất lượng sản phẩm. Thứ ba, tính linh hoạt và khả năng mở rộng cao. PLC áp dụng thiết kế dạng mô-đun, hỗ trợ mở rộng các mô-đun đầu vào/đầu ra khác nhau. Các chức năng điều khiển (như giám sát từ xa và phân tích thống kê dữ liệu) có thể được bổ sung theo nhu cầu sản xuất. Đồng thời, các chương trình PLC có thể được sửa đổi linh hoạt thông qua phần mềm, hỗ trợ chuyển đổi nhanh chóng giữa các công thức sản xuất và loại gạch khác nhau để thích ứng với nhu cầu thị trường thay đổi. Từ việc đo trọng lượng chính xác đến môi trường bảo dưỡng ổn định, từ việc phối hợp hành động chính xác đến từng mili giây đến khả năng truy xuất nguồn gốc dữ liệu từ đầu đến cuối, công nghệ PLC, với độ tin cậy, độ chính xác và tính linh hoạt vượt trội, trang bị cho sản xuất gạch bê tông một "con mắt thông minh" và một "bàn tay vững chắc". Nó không chỉ là công cụ thực thi điều khiển tự động mà còn là yếu tố then chốt để đạt được sản xuất tinh gọn, chất lượng tiêu chuẩn hóa và quản lý số. Với sự phát triển công nghệ không ngừng, PLC sẽ tiếp tục dẫn dắt ngành sản xuất gạch bê tông tiến tới một tương lai hiệu quả hơn, tiết kiệm năng lượng hơn và thông minh hơn.
ĐỌC THÊM